


Source : www.intechopen.com/books/solar-cells/industrial-silicon-solar-cells
Par Mehul C. Raval et Sukumar Madugula Reddy
Soumis : 4 octobre 2018 Révisé : 29 janvier 2019 Publié : 15 mai 2019
DOI : 10.5772/intechopen.84817
Abstrait
Le chapitre présentera les technologies industrielles de fabrication de cellules solaires au silicium dans leur état actuel. Les structures commerciales de cellules solaires de type p et de type n à haute efficacité seront discutées et comparées afin que le lecteur puisse avoir une longueur d'avance dans les cellules solaires industrielles. Un bref aperçu des différentes étapes du processus, de la texturation à la métallisation sérigraphiée, est présenté. Les procédés de texturation des plaquettes de silicium monocristallin et multicristallin ont été revus avec les derniers procédés. Une vue d'ensemble des processus thermiques de diffusion et de dépôt de revêtement antireflet a été présentée. Le processus de sérigraphie bien établi pour la métallisation des cellules solaires est introduit avec l'étape de cuisson rapide pour le frittage des contacts. Le test IV des cellules solaires avec divers paramètres pour la caractérisation des cellules solaires est introduit. Les derniers développements dans divers processus et fabrication d'équipements sont également discutés ainsi que les tendances futures attendues.
Mots clés
silicium
cellules solaires
fabrication
multicristallin
monocristallin
texturation
1. Introduction
Le photovoltaïque est une importante source d'énergie renouvelable qui est passée de 8 GW en 2007 à 400 GW en 2017 [1]. Parallèlement à la demande croissante, le coût du système photovoltaïque a également considérablement diminué, passant de 35,7 $/Wpin 1980 à 0,34 $/Wpin 2017, accélérant son adoption [2]. Le silicium (Si), qui est un matériau important de l'industrie microélectronique, est également le matériau en vrac largement utilisé des cellules solaires depuis les années 1950 avec une part de marché de> 90 % [2]. Le chapitre présentera les étapes typiques de la fabrication de cellules solaires au silicium commerciales. Un bref historique des cellules solaires et une vue d'ensemble du type de substrats de silicium ainsi que des différentes architectures de cellules solaires seront présentés dans les sections 2 et 3. Par la suite, les étapes de chimie humide et à haute température utilisées dans la fabrication seront décrites dans les sections. 4 et 5. La section 6 traitera du processus de métallisation ainsi que des paramètres de caractérisation typiques des cellules solaires commerciales. Enfin, la future feuille de route et les tendances attendues seront discutées dans la section de conclusion.
2. Évolution des cellules solaires
L'« effet photovoltaïque » signifie littéralement génération d'une tension lors de l'exposition à la lumière. Le phénomène a été observé pour la première fois par le physicien français Edmund Becquerel sur une cellule électrochimique en 1839, alors qu'il a été observé par les scientifiques britanniques WGAdams et REDay sur un dispositif à semi-conducteurs en sélénium en 1876 [3]. À partir des années 1950, les performances des cellules solaires commerciales ont rapidement progressé de<1% à="">23% [2] et le silicium a été le « cheval de bataille » de l'industrie photovoltaïque depuis ensuite. L'évolution des cellules solaires au silicium est illustrée à la figure 1.

Figure 1.Évolution des cellules solaires au silicium. (a) 1941 : Cellule solaire signalée avec jonction cultivée, (b) 1954 : Cellule solaire jonction pn formée avec diffusion de dopant, (c) 1970 : Cellule violette avec champ de surface arrière en aluminium, (d) 1974 : Cellule noire avec surface texturée chimiquement [3].
Les premières cellules solaires au silicium démontrées par Russell Ohl des laboratoires Bell au cours des années 1940 étaient basées sur des jonctions naturelles formées à partir de la ségrégation des impuretés au cours du processus de recristallisation [3]. Les cellules avaient une efficacité de<1% en="" raison="" du="" manque="" de="" contrôle="" sur="" l'emplacement="" de="" la="" jonction="" et="" la="" qualité="" du="" matériau="" silicium.="" la="" nomenclature="" pour="" nommer="" les="" régions="" (type="" p="" :="" côté="" qui="" est="" l'éclairage="" et="" type="" n="" :="" autre="" côté)="" donnée="" par="" ohl="" est="" depuis="" lors="" utilisée="" pour="" les="" conventions="" de="" nommage="" des="" cellules="">
Au cours des années 1950, il y a eu un développement rapide du procédé de diffusion à haute température pour les dopants dans le silicium. Person, Fuller et Chaplin de Bell Laboratories ont démontré une cellule solaire efficace de 4,5% avec dopage à base de lithium, qui s'est améliorée à 6% avec la diffusion de bore. La cellule solaire avait une « enveloppe » autour de la structure (Figure 1(b)) avec les deux contacts à l'arrière pour éviter les pertes d'ombrage, mais a conduit à des pertes résistives plus élevées en raison de la structure enveloppante. En 1960, la structure cellulaire a évolué comme le montreFigure 1(c). Étant donné que l'application était destinée aux explorations spatiales, un substrat à haute résistivité de 10Ω cm a été utilisé pour avoir une résistance maximale aux rayonnements. Des contacts évaporés sous vide ont été utilisés des deux côtés, tandis qu'un revêtement de monoxyde de silicium a été utilisé comme revêtement antireflet (ARC) sur la face avant (FS) [3].
Au début des années 1970, il a été découvert que le fait d'avoir de l'aluminium fritté sur la face arrière améliorait les performances de la cellule en formant une interface fortement dopée connue sous le nom de "champ de surface arrière (Al-BSF)" et en absorbant les impuretés3]. L'Al-BSF réduit la recombinaison des porteurs sur la face arrière et améliore ainsi la tension et la réponse spectrale à grande longueur d'onde. La mise en place de doigts plus fins et rapprochés a permis de réduire l'exigence de dopage des jonctions et d'éliminer la couche morte. Un ARC de dioxyde de titane (TiOx) a été utilisé et son épaisseur a été choisie pour réduire la réflexion pour les longueurs d'onde plus courtes et a donné un aspect violet aux cellules solaires. Une amélioration supplémentaire a été apportée en texturant les tranches en utilisant une gravure anisotrope de tranches (100) pour exposer les surfaces (111). La texturation a conduit à un meilleur piégeage de la lumière et a donné aux cellules un aspect de velours foncé. L'architecture cellulaire améliorée est illustrée dansFigure 1(d). En 1976, Rittner et Arndt ont démontré des cellules solaires terrestres avec des rendements approchant 17 % [3].
La cellule solaire à émetteur passivé (PESC) a atteint un jalon d'efficacité de 20 % en 1984-1986. La zone de contact métal/silicium n'était que de 0,3% dans les cellules PESC, tandis qu'un ARC double couche de ZnS/MgF2a été utilisé dans les deux structures cellulaires. En 1994, des cellules PERL (Perl) passivées à l'arrière avec une efficacité de 24% ont été démontrées [3]. Par rapport à la cellule PESC, la cellule PERL avait des pyramides inversées sur FS pour un meilleur piégeage de la lumière et une passivation à base d'oxyde des deux côtés. La couche de passivation à l'oxyde sur la face arrière a également amélioré la réflectance interne de la longue longueur d'onde et donc la réponse spectrale.
En plus de l'évolution des architectures de cellules solaires, il y a également eu un développement continu dans le domaine de la fabrication en termes de débit accru, d'étapes de processus améliorées et de coûts réduits. Un bref aperçu de la fabrication de substrats Si et de divers types de cellules solaires est donné dans la section suivante.
3. Technologies commerciales de cellules solaires au silicium
Le Si est le deuxième matériau le plus abondant sur terre après l'oxygène et a été largement utilisé dans l'industrie des semi-conducteurs. Le silicium de qualité métallurgique (Mg-Si) d'une pureté de 98 % est obtenu en chauffant du quartz (SiO2) avec du carbone à des températures élevées de 1 500 à 2 000 [4]. Le Mg-Si est encore purifié pour obtenir des morceaux de silicium de qualité solaire d'une pureté de 99,99 %. Les morceaux de Si de qualité solaire raffinés sont ensuite traités davantage pour obtenir des formes monocristallines et multicristallines de lingots de Si, qui sont une grande masse de silicium. Dans le Si monocristallin, les atomes sont disposés dans la même orientation cristalline dans tout le matériau. Pour les cellules solaires, l'orientation (100) est préférée car elle peut être facilement texturée pour réduire la réflexion de surface [5]. Le Si multicristallin, comme son nom l'indique, a plusieurs grains de matériau Si avec des orientations différentes, contrairement aux substrats monocristallins. Les matériaux monocristallins ont une durée de vie des porteurs minoritaires plus élevée que le Si multicristallin et, par conséquent, des efficacités de cellules solaires plus élevées pour une technologie de cellules solaires donnée.
La méthode de Czochralski (Cz) pour fabriquer des lingots de Si monocristallin est illustrée à la figure 2(a). Du silicium fondu de haute pureté avec dopant est maintenu au-dessus du point de fusion, puis un germe de cristal est tiré à une vitesse très lente pour obtenir un lingot pouvant atteindre 300 mm de diamètre et 2 m de long [6]. Le silicium fondu peut être dopé avec des dopants de type p ou de type n pour obtenir le type spécifique de lingot de Si monocristallin pouvant atteindre 200 kg [2]. Les plaquettes sciées à partir des lingots ont des bords circulaires et, par conséquent, la forme est appelée « psuedo carré ». Les lingots de silicium multicristallin sont fabriqués en faisant fondre du Si de haute pureté et en les cristallisant dans un grand creuset par un processus de solidification directionnelle [7], comme le montre la figure 2 (b). Le processus n'a pas d'orientation cristalline de référence comme le processus Cz et forme donc un matériau de silicium d'orientations différentes. Actuellement, les lingots de Si multicristallins pèsent> 800 kg [2] qui sont ensuite découpés en briques et les plaquettes sont sciées plus avant.
La taille actuelle des plaquettes monocristallines et multicristallines pour la fabrication de cellules solaires est de 6 pouces × 6 pouces. L'aire des plaquettes monocristallines sera un peu moindre en raison de la forme pseudo-carrée. Le matériau de base le plus largement utilisé pour la fabrication de cellules solaires est le substrat Si de type p dopé au bore. Les substrats Si de type N sont également utilisés pour fabriquer des cellules solaires à haut rendement, mais présentent des défis techniques supplémentaires tels que l'obtention d'un dopage uniforme le long du lingot par rapport aux substrats de type p.

Figure 2.Illustration (a) du procédé Cz pour les lingots monocristallins et (b) du procédé de solidification directionnelle pour les lingots multicristallins.
Une large classification des différents types de cellules solaires ainsi que des plages d'efficacité est illustrée à la figure 3. La technologie de champ de surface arrière en aluminium standard (Al-BSF) est l'une des technologies de cellules solaires les plus courantes compte tenu de son processus de fabrication relativement simple. Il est basé sur le dépôt complet d'Al sur la face arrière (RS) par sérigraphie et sur la formation d'ap+BSF qui aide à repousser les électrons de la face arrière du substrat de type p et à améliorer les performances de la cellule. Le flux de fabrication des cellules solaires Al-BSF est illustré à la Figure 4. La conception standard des cellules solaires commerciales est avec un modèle de grille FS et des contacts RS pleine surface.

Figure 3.Classification générale des différents types de cellules solaires.
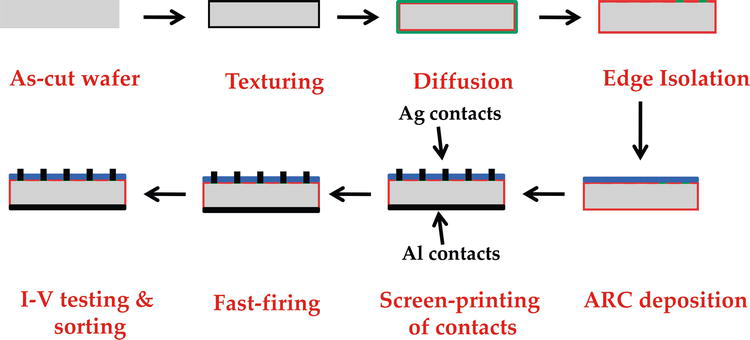
Figure 4.Flux de fabrication des cellules solaires Al-BSF.
La cellule solaire à contact arrière d'émetteur passivé (PERC) améliore l'architecture Al-BSF en ajoutant une couche de passivation arrière pour améliorer la passivation arrière et la réflexion interne. L'oxyde d'aluminium est un matériau approprié pour la passivation RS avec des rendements moyens de cellules solaires proches de 21% obtenus en production [8]. Une ligne de cellules solaires Al-BSF existante peut être mise à niveau vers le procédé PERC par deux outils supplémentaires (dépôt de couche de passivation RS et laser pour l'ouverture de contact localisée sur le RS).
Les trois architectures de cellules restantes sont principalement des technologies à plus haut rendement basées sur des substrats Si de type n. La cellule solaire à hétérojonction a-Si a des couches a-Si sur les FS et RS du substrat Si de type n pour former des « hétérojonctions » contrairement à la jonction pn conventionnelle à base de diffusion à haute température. Une telle technologie permet un traitement à des températures plus basses, mais est très sensible à la qualité des interfaces de surface. La cellule solaire à hétérojonction à base d'a-Si a été fabriquée commercialement par Sanyo Electric, qui est maintenant rachetée par Panasonic [9]. Dans la conception des cellules solaires à contact arrière interdigité (IBC), les deux contacts sont présents sur la face arrière, éliminant les pertes d'ombrage des contacts FS. Typiquement pour les cellules solaires IBC, la jonction sera également située à l'arrière. L'un des premiers fabricants de cellules solaires IBC de type n à haut rendement est SunPower Corporation [10]. Les cellules bifaciales, comme leur nom l'indique, peuvent capter la lumière des deux côtés des cellules solaires. Cela implique que la face arrière a également des contacts à motif de grille pour permettre la collecte de la lumière. Un exemple de la technologie bifaciale est la cellule solaire BiSON développée et commercialisée par ISC, Konstanz [11]. Il est à noter que la classification indiquée n'est pas une liste exhaustive des divers autres types d'architectures de cellules solaires qui sont en phase R&D, proches de la commercialisation ou déjà en cours de fabrication. Les sections suivantes donneront un aperçu des étapes du processus de fabrication des cellules solaires Al-BSF.
4. Procédés de chimie humide pour la fabrication de cellules solaires
Le traitement basé sur la chimie humide est une étape importante dans le traitement des cellules solaires pour l'élimination des dommages à la scie (SDR) pour les plaquettes telles que coupées, la texturation de la surface pour augmenter l'absorption du rayonnement solaire entrant et l'isolation des bords après le processus de diffusion. Comme indiqué dans la section précédente, il existe principalement des plaquettes de silicium monocristallines et multicristallines utilisées pour la fabrication de cellules solaires. Le traitement basé sur la chimie humide pour les types respectifs de plaquettes sera discuté plus loin.
4.1 Texturation de plaquettes de silicium monocristallin
Comme indiqué dans la section 2, le développement des cellules solaires a commencé principalement avec des plaquettes monocristallines et a donc utilisé des méthodes bien établies du domaine de la microélectronique. La gravure anisotrope alcaline à base de KOH/NaOH est utilisée pour la texturation pyramidale de plaquettes monocristallines. Une plaquette monocristalline telle que coupée a une réflectance moyenne pondérée de> 30 % (sur une longueur d'onde de 300 à 1 200 nm) qui se réduit à 11 à 12 % après le processus de texturation. La morphologie typique d'une surface texturée alcaline est illustrée à la figure 5. La solution de gravure anisotrope grave la surface (100) des plaquettes pour exposer les (111) faces qui ont une densité plus élevée d'atomes de silicium et donc une vitesse de gravure plus lente par rapport à la ( 100) visages. Cela entraîne la formation de structures pyramidales aléatoires qui forment un angle de 54,7° par rapport à la surface de la plaquette.

Figure 5. Morphologie de surface typique d'une plaquette monocristalline à texture alcaline.
Les paramètres typiques du processus de texturation alcaline sont indiqués dans le tableau 1. Il convient de noter que les valeurs de divers paramètres sont indicatives et ne doivent pas être considérées comme absolues car il existe une variété de fabricants d'additifs sur le marché. L'alcool isopropylique (IPA) a été initialement utilisé comme additif dans la solution de texturation, qui n'est pas impliqué dans la réaction de gravure, mais agit comme un agent mouillant pour améliorer l'homogénéité du processus de texturation en empêchant les bulles H2 (générées pendant la réaction) d'adhérer à la surface de silicium [12]. Cependant, en 2010, l'IPA a été progressivement remplacé par des additifs alternatifs en raison d'inconvénients tels qu'une concentration instable car la température du bain est proche du point d'ébullition de l'IPA (82,4 ° C), des coûts élevés, une consommation élevée, des risques pour la santé et l'explosivité [12]. De nombreux groupes ont publié des travaux de développement pour remplacer l'IPA par des additifs alternatifs pour surmonter les inconvénients de l'IPA, augmenter la fenêtre de traitement et réduire la réflectance de surface [12,13,14,15,16]. Les additifs réduisent également le temps de traitement à<10 minutes="" et="" augmentent="" la="" durée="" de="" vie="" du="" bain="" à="">100 cycles.
Traiter
KOH/IPA
KOH/additif
KOH (%) | 3 | & lt;3 |
API (%) | 6 | — |
Additif (%) | — | & lt;2 |
Température de processus [°C] | & gt;80 | 70–100 |
Taille de la pyramide [μm] | 5–12 | 2–7 |
Temps de traitement [min] | 30–40 | 5–10 |
Contenu organique [% en poids] | 4–10 | & lt;1.0 |
Point d'ébullition [°C] | 83 | & gt;100 |
Durée de vie du bain | & lt;15 | & gt;100 |
Tableau 1.Paramètres de processus pour la texturation alcaline à base d'IPA et à base d'additifs de plaquettes monocristallines.
Le processus de texturation des plaquettes monocristallines est généralement effectué dans un "lot", ce qui implique que les plaquettes sont chargées dans un support avec des fentes pour contenir les plaquettes (100 fentes dans un support), puis le lot est traité séquentiellement dans des bains pour texturation, nettoyage, étapes de traitement pour éliminer les résidus organiques et la contamination métallique et séchage des plaquettes traitées. Les supports sont généralement revêtus de PVDF qui a une très bonne résistance à divers produits chimiques, à l'abrasion et à l'usure mécanique. Un support typique pour la manipulation de plaquettes monocristallines est illustré à la figure 6. L'outil de texturation par lots dispose de bains dédiés pour chaque étape avec des réservoirs de dosage pour les produits chimiques utilisés dans le bain. L'outil traite de nombreux supports simultanément et peut atteindre un débit de> 6 000 plaquettes/h avec le traitement de quatre supports en même temps.

Figure 6.Supports pour le chargement des wafers dans l'outil batch. Source : RCT solutions GmbH.
4.2 Texturation de plaquettes de silicium multicristallin
Les plaquettes multicristallines offrent un avantage de coût par rapport aux plaquettes monocristallines et ont donc été plus largement adoptées. Cependant, la chimie alcaline utilisée pour la texturation des plaquettes monocristallines ne fonctionne pas bien pour les plaquettes multicristallines en raison de la présence d'orientations de grains différentes. Une chimie acide alternative basée sur HF et HNO3 a été développée pour éliminer les dommages causés par la scie et texturer les plaquettes multicristallines simultanément [17,18]. La texturation à base de solution acide fonctionne à des températures inférieures à la température ambiante et entraîne donc une réduction des émissions de gaz de réaction, une faible génération de chaleur, une plus grande stabilité de la solution de gravure et un meilleur contrôle de la vitesse de gravure [18]. Une comparaison des processus de texturation alcaline et de texturation acide pour les plaquettes multicristallines est illustrée à la figure 7.

Figure 7.Comparaison de la texturation alcaline et acide pour les plaquettes multicristallines. Les courbes de réflectance après dépôt de SiNx:H sont également présentées à titre de comparaison [17].
Le processus de texturation acide de plaquettes multicristallines peut être effectué en un temps considérablement réduit par rapport au processus de texturation alcaline et peut donc être mis en œuvre dans une configuration «en ligne» où les plaquettes sont passées à travers des rouleaux immergés dans le bain de gravure. Une image représentative d'un processus en ligne avec le processus de texturation acide typique est montrée à la Figure 8. Pour une configuration à cinq voies, l'outil en ligne peut avoir un débit allant jusqu'à 4 000 plaquettes/h. Il est important de noter que la surface de la plaquette tournée vers le bas dans la solution de gravure est mieux texturée que la face supérieure et constitue la "face ensoleillée" pour un traitement ultérieur. Le processus de texturation acide conduit à la formation de silicium poreux sur la surface texturée qui absorbe la lumière et augmente également la recombinaison de surface [18]. Par conséquent, le silicium poreux est éliminé à l'aide d'une solution alcaline diluée. Par la suite, un nettoyage acide (HF+HCl) est effectué pour éliminer les oxydes et la contamination métallique des surfaces des plaquettes.

Figure 8. (a) Processus en ligne représentatif avec cinq voies et (b) flux de processus de texturation acide pour les plaquettes multicristallines.
Il est important de noter que le processus de texturation acide discuté ci-dessus convient aux tranches multicristallines sciées à fil en suspension (SWS). Au cours des dernières années, le procédé de sciage au fil diamanté (DWS) a remplacé le découpage à base de fil en suspension en raison de ses avantages technologiques et économiques [19]. Les dommages à la scie des plaquettes multicristallines SWS sont supérieurs à ceux des plaquettes DWS, qui ont des rainures droites profondes et une surface beaucoup plus lisse que les plaquettes sciées à fil en suspension [19]. Les dommages de scie pour les plaquettes SWS jouent un rôle important dans le lancement du processus de texturation, ce qui ne se produit pas pour les plaquettes DWS.
Diverses méthodes ont été proposées pour texturer les plaquettes multicristallines DWS et sont résumées dans le tableau 2 [20]. En ajustant les différentes méthodes, une réflectance proche de 0 % peut être obtenue et c'est pourquoi le terme « silicium noir » a été utilisé pour le processus de texturation des plaquettes multicristallines DWS. Le RIE a été la première méthode de fabrication de silicium noir et utilise de l'hexafluorure de soufre (SF6) pour réagir avec Si et des gaz comme Cl2 et O2 pour passiver et limiter la réaction [20]. Récemment, des cellules solaires multi-PERC commerciales avec une efficacité moyenne de 21,3% ont été démontrées avec un processus de texturation basé sur RIE [21]. Cependant, étant donné que le RIE est un processus basé sur le vide, le débit est faible par rapport à un processus en ligne typique et un pré-traitement et un post-traitement supplémentaires sont également nécessaires pour éliminer les dommages causés par la scie et les dommages dus au bombardement ionique, respectivement. Une variante de la méthode RIE ne nécessitant ni vide ni plasma a été implémentée dans un outil commercial [22].
Méthode
Réactifs
Masquer
Catalyseur
Réflectance minimale (%)
Gravure ionique réactive (RIE) | SF6/O2, SF6/Cl2/O2, SF6/O2/CH4 | Rien | Rien | 4.0 |
Implantation ionique par immersion plasma (PIII) | SF6/O2 | Rien | Rien | 1.8 |
Irradiation laser | CCl4, C2Cl3F3, SF6, Cl2, N2, air | Rien | Rien | 2.5 |
Gravure au plasma | SF6 | Nanoparticules d'Ag | Rien | 4.2 |
Gravure chimique assistée par métal (MACE) | AgNO3/HF/HNO3 | Rien | Ag, Au | 0.3 |
Gravure électrochimique | HF, EtOH,H2O | Rien | Rien | & lt;5,0 |
Tableau 2.Diverses méthodes de texturation de plaquettes multicristallines sciées au fil diamanté [20].
L'une des approches de texturation des plaquettes multicristallines DWS consiste à mettre à niveau la chimie existante à base de texturation acide avec des additifs [23, 24, 25]. Une telle approche peut potentiellement avoir un CoO inférieur par rapport à l'approche basée sur MACE [23]. Il a été démontré que la réflectance d'une telle approche à base d'additifs est similaire à la solution d'isotexturation conventionnelle avec une efficacité de cellule solaire de 18,7 % pour la structure à base d'Al-BSF [24].
La texturation à base de MACE est similaire à la méthode de gravure acide conventionnelle avec une étape supplémentaire de dépôt de métal catalytique. Le flux de processus comprend le SDR, le dépôt de métal catalyseur, la gravure chimique et le post-traitement. Des rendements de 19,2 % ont été obtenus pour des cellules multi-Al-BSF commerciales utilisant le procédé de texturation MACE de type batch [26]. Un outil commercial basé sur MACE de type en ligne a été démontré avec la possibilité d'ajuster la réflectance dans la plage de 12 à 23 % et d'obtenir une efficacité moyenne pour la structure Al-BSF et PERC de 18,8 et 20,2 %, respectivement [27]. Des images représentatives de la surface texturée basée sur le processus MACE sont présentées à la Figure 9. Le coût de possession (CoO) du processus MACE en ligne est potentiellement inférieur à celui du processus MACE par lots, avec la possibilité de le réduire davantage en recyclant l'Ag du bain de texturation. [27].

Figure 9.MACE multi-wafers DWS texturés, (a) surface avec Ravg=12% et (b) surface avec Ravg=22% [27].
4.3 Isolation des bords basée sur la chimie humide
La région d'émetteur dans une cellule solaire est fabriquée par un processus de diffusion à haute température (qui sera discuté dans les sections à venir). Au cours du processus de diffusion, du verre de silicate de phosphore (PSG) est déposé sur la plaquette qui doit être retirée avant le dépôt de la couche ARC. Comme représenté sur la figure 10, après l'étape de diffusion, la région de type n est également présente sur les bords et la face arrière de la plaquette. La couche de type n sur les bords et la face arrière court-circuitera l'émetteur avec le substrat de base et il est donc important de graver ces régions et d'isoler l'émetteur sur le FS du substrat de base, comme illustré sur la figure 10 (c).

Figure 10.Traitement d'une plaquette de silicium après diffusion et isolation des bords (a) Plaquette de silicium texturée, (b) Plaquette de silicium diffuse, (c) Plaquette de silicium diffuse après isolation des bords.
Le processus d'isolation des bords peut être effectué d'une manière en ligne similaire au processus de texturation discuté dans la section précédente. L'exception dans ce cas est que le produit chimique ne doit graver que la face arrière et les bords sans interagir avec le FS. Une image représentative du processus d'isolation des bords est montrée à la figure 11. Il est important de noter que les rouleaux ne sont présents que sur la face inférieure pour éviter tout contact de la solution de gravure avec la face avant. Les étapes suivantes après la gravure RS sont similaires à celles de la machine de texturation en ligne.

Figure 11. Image représentative d'une cellule solaire dans un bain d'isolation de bord en ligne.
5. Procédés thermiques pour la fabrication de cellules solaires
Les processus à haute température constituent une partie vitale de la fabrication des cellules solaires. Des exemples de tels processus sont la formation de la jonction pn par diffusion, la cuisson de contacts sérigraphiés, l'activation des couches de passivation de surface ou les défauts induits par le processus de recuit. La section donne un aperçu de la physique de base du processus de diffusion de l'émetteur et du dépôt chimique en phase vapeur assisté par plasma (PECVD).
5.1 Diffusion de l'émetteur
La diffusion de l'émetteur est l'une des étapes thermiques cruciales dans la fabrication des cellules solaires industrielles. L'émetteur de type n des cellules solaires en silicium de type p cristallin est formé par diffusion de phosphore (P). Dans le processus de diffusion, les plaquettes de Si sont envoyées dans un four et exposées à 800-900°C au chlorure de phosphoryle (POCl3) et à l'O2, ce qui entraîne un dépôt de PSG sur les surfaces des plaquettes de Si. Cette étape est appelée pré-dépôt, où le PSG [28] agit comme une source de dopants phosphore (P) pour diffuser dans la plaquette de Si. L'étape suivante est le drive-in, où l'alimentation en gaz dopants est déconnectée et le P de la couche de PSG se diffuse davantage dans la plaquette de Si. Hannes et al. [29] illustre pour la faisabilité optimale du procédé pour les applications photovoltaïques, trois effets différents doivent être pris en compte. Premièrement, l'in-diffusion de P à partir du PSG et sa présence dans des états électriquement actifs et inactifs dans la plaquette de Si, ce qui augmente la recombinaison Shockley-Read-Hall (SRH). Deuxièmement, le getter des impuretés dans la couche de Si vers la couche de PSG. Enfin, la formation de contact métallique avec l'émetteur Si dopé P extrait la puissance générée.
Le processus de diffusion est quantifié par la résistance en feuille qui dépend de la profondeur de la jonction pn et du profil de concentration en P. La résistance de feuille a des unités de Ω/cm (généralement mesurées en Ω/□) et est mesurée à l'aide d'un système de sonde à quatre points. La définition de la résistance de couche est illustrée dans l'Eq. (1).
oùR=résistance d'une section rectangulaire (Ω);ρ=résistivité (Ω cm);l=longueur de la section rectangulaire (cm);A=aire de la section rectangulaire (cm2);W=largeur de la section rectangulaire (cm );D=profondeur de la section rectangulaire (cm) et feuille=résistance pour une profondeur donnée (D) lorsque l=W (Ω/□).
Les valeurs antérieures de résistance de feuille d'émetteur étaient de 30 à 60 /□ avec des profondeurs de jonction pn de> 400 nm et une concentration de surface en P élevée. Grâce aux améliorations apportées à la pâte de contact à l'argent (Ag) de la face avant, la résistance de la feuille de l'émetteur est désormais comprise entre 90 et 110 /Ω avec une profondeur de jonction d'environ 300 nm et une concentration de surface en P inférieure. Le passage à une plus grande résistance de feuille permet de capturer plus de lumière dans le spectre UV et bleu, tout en réduisant la recombinaison de surface pour améliorer le Voc. Il est à noter que le processus de diffusion se produit sur le FS (directement exposé aux gaz) et également sur les bords et RS. Si le processus d'isolation des bords n'est pas effectué (comme discuté dans la section 4.3), l'émetteur sera court-circuité avec le substrat.
La figure 12 montre le processus de diffusion de POCl3 dans un système de tube de quartz fermé. POCl3 est une source liquide fournie au tube de traitement en le faisant barboter avec un gaz porteur N2. En mélangeant

Figure 12. (a) Représentation schématique du processus de diffusion de type batch et (b) image représentative d'un équipement de diffusion de type batch. Source : centrotherm GmbH.
A la surface de Si,
Le chlore qui est un sous-produit lors du pré-dépôt nettoie les plaquettes et le tube de quartz en formant des complexes avec les métaux. Le PSG est utilisé comme source pour entraîner les atomes P dans la surface de Si. Pendant le processus d'entraînement, POCl3 est éteint et seul de l'O2 est ajouté pour former une fine couche d'oxyde sous le PSG afin d'améliorer la diffusion des atomes de P dans la surface de Si.
À l'intérieur du tube de diffusion, il y a cinq zones de chauffage comme illustré à la figure 13. Les zones sont :
Zone de chargement (LZ) : zone à partir de laquelle les plaquettes sont chargées dans le tube.
Zone de chargement centrale (CLZ) : zone entre la zone de chargement et la zone centrale.
Zone centrale (CZ)—zone centrale du tube.
Zone de gaz centrale (CGZ) : zone entre la zone centrale et la zone de gaz.
Zone de gaz (GZ) - zone à partir de laquelle les gaz sortent par l'échappement.

Figure 13.Zones de chauffe à l'intérieur du tube de diffusion.
Typiquement, les températures de chaque zone de chauffage sont ajustées pour obtenir une résistance de feuille d'émetteur égale pour toutes les tranches à travers le bateau.
L'environnement du processus de diffusion doit être très propre et, par conséquent, un matériau en quartz est utilisé pour les tubes. La propreté des tubes et l'entretien de la zone de chargement affectent également les résultats du processus. Comme dans la diffusion en phase gazeuse, il n'y a pas de résidus dans le tube, il en résulte un processus plus propre. En chargeant la moitié du pas dans les conditions de basse pression (BP) [31], le débit peut être augmenté. Généralement, 1 000 wafers sont chargés dans un seul tube et avec cinq tubes de diffusion dans un système de diffusion de type batch, un débit allant jusqu'à 3 800 wafers/h peut être atteint pour la fabrication de cellules solaires.
Un système de diffusion en ligne où les plaquettes sont transportées sur une ceinture avec de l'acide phosphorique comme source de dopants P a également été utilisé dans la production commerciale [32]. Cependant, par rapport au processus en ligne, le processus par lots est plus propre, efficace et efficient. Pour les cellules solaires de type n ou les concepts de cellules solaires avancés comme le PERT, la diffusion par lots de type p est basée sur des sources de dopant au bore (B) comme le tribromure de bore (BBr3) [33,34].
5.2 Dépôt de revêtement antireflet (ARC)
Une surface nue de Si réfléchit> 30% de la lumière incidente. Comme discuté dans la section 4, le processus de texturation améliore la capture de la lumière. Il est souhaitable de réduire encore la réflectance qui est obtenue en déposant une couche ARC. Le TiOx a été l'un des premiers matériaux à être utilisé comme couche ARC pour les cellules solaires, mais comme il ne pouvait pas fournir une passivation de surface adéquate, il a finalement été remplacé par SiNx:H [37]. De l'oxyde de silicium (SiO2) à croissance thermique a également été utilisé comme matériau de passivation dans les cellules à diffusion locale (PERL) à émetteur passivé et à un record [37]. Un budget thermique élevé et un temps de traitement long ont rendu la passivation à base de SiO2 impropre à la production de masse de cellules solaires [37]. Une revue complète de divers ARC et matériaux de passivation pour les applications de cellules solaires est discutée dans [37].
Le procédé de dépôt chimique en phase vapeur amélioré par plasma (PECVD) convient au dépôt d'une couche ARC de SiNx:H qui non seulement réduit la réflexion mais passive également l'émetteur de type n frontal et le volume, améliorant ainsi l'efficacité de la cellule solaire [36, 37]. Un schéma d'un système PECVD de type batch est représenté sur la figure 14. Les plaquettes sont chargées dans une nacelle en graphite avec les faces avant se faisant face. Un plasma RF à base de gaz de procédé ammoniac (NH3) et silane (SiH4) fonctionnant à une température de 400 à 450 °C dépose la couche de SiNx:H hydrogénée selon l'Eq. (4)[35]. L'hydrogène incorporé dans le film SiNx:H diffuse dans la masse pendant l'étape de cuisson (discutée dans la section suivante) et passive les liaisons pendantes pour améliorer les performances des cellules solaires [36,37].

Figure 14.(a) Schéma de principe du procédé PECVD de type batch pour le dépôt de SiNx:H et (b) nacelle en graphite pour le chargement des plaquettes de Si dans le four PECVD.
L'indice de réfraction (RI) du film SiNx:H est contrôlé par le rapport SiH4/NH3gaz, tandis que l'épaisseur dépend de la durée du dépôt. L'ARC basé sur SiNx:H peut minimiser la réflexion pour une seule longueur d'onde et la longueur d'onde-épaisseur est donnée par [38],
oùt=épaisseur de la couche SiNx:H ARC, 0=longueur d'onde de la lumière entrante et n1=indice de réfraction de la couche SiNx:H.
Sur la base de la relation, l'ARC est également appelé « ARC quart de longueur d'onde ». Pour les cellules solaires, l'IR et l'épaisseur sont sélectionnés pour minimiser la réflexion à une longueur d'onde de 600 nm car il s'agit du pic du spectre solaire. L'épaisseur et l'IR de l'ARC sont choisis pour être la moyenne géométrique des matériaux de chaque côté, c'est-à-dire verre/air et Si. L'épaisseur typique de l'ARC SiNx:H est de 80 à 85 nm avec un RI de 2,0 à 2,1 donnant à la cellule solaire une couleur allant du bleu au bleu violet. Une image représentative d'une cellule solaire multicristalline texturée déposée avec SiNx:H est illustrée à la figure 15 (a), tandis que la variation de la couleur SiNx: H en fonction de son épaisseur est illustrée à la figure 15 (b). Il est important de noter qu'il existe une dépendance de la texture de surface et de la couleur de l'ARC pour des paramètres de dépôt donnés. Il existe une variété de modules solaires où la couleur des cellules solaires est plus foncée contrairement à la couleur bleue typique. Une étape de dépôt ARC typique dans une ligne de fabrication de cellules solaires se compose de deux systèmes PECVD, chacun avec quatre tubes et un débit allant jusqu'à 3 500 wafers/h.

Figure 15. (a) Image représentative de la cellule solaire multicristalline revêtue de SiNx:H, (b) variation de la couche de SiNx:H en fonction de son épaisseur.
SiNx:H ne convient pas à la passivation du Si de type p et donc des diélectriques comme Al2O3 sont utilisés pour la passivation RS pour l'architecture cellulaire comme les cellules PERC [8] ou pour les émetteurs de type p dans les cellules solaires de type n. Pour les cellules solaires PERC, la couche de passivation Al2O3 est recouverte d'un SiNx:H pour la protéger de la pâte d'Al pendant le processus de cuisson et sert également de réflecteur interne pour la lumière à longue longueur d'onde. Des systèmes commerciaux basés sur le PECVD et le dépôt de couche atomique (ALD) sont disponibles pour le dépôt d'Al2O3 avec un débit allant jusqu'à 4 800 wafers/h [39].
6. Métallisation et caractérisation des cellules solaires
6.1 Métallisation par sérigraphie
La dernière étape de traitement pour la fabrication de cellules solaires est la métallisation FS et RS pour tirer la puissance avec des pertes résistives minimales. Ag est un bon matériau de contact pour l'émetteur de type n, tandis que Al établit un très bon contact avec le substrat de type p. Une combinaison de pâte Ag/Al est utilisée pour imprimer des tampons sur le RS afin de faciliter l'interconnexion des cellules solaires dans un module. La sérigraphie est un procédé simple, rapide et en constante évolution pour la métallisation des cellules solaires.
Une représentation schématique du processus de sérigraphie est montrée sur la figure 16. Les écrans ont un treillis en acier inoxydable revêtu d'émulsion avec des ouvertures selon le motif de métallisation souhaité comme illustré sur la figure 17(a). La pâte métallique est étalée sur l'écran via le flux et le mouvement de la raclette qui dépose la pâte sur la cellule solaire en fonction du motif de l'écran. La rupture est la distance entre l'écran et la cellule solaire. La pression de la raclette et la distance de rupture sont les paramètres critiques qui déterminent le dépôt de pâte et la géométrie des doigts Ag FS.

Figure 16.Illustration du procédé de sérigraphie pour la métallisation des cellules solaires.

Figure 17. (a) Écran d'émulsion à mailles avec ouverture du doigt pour l'impression FS Ag [40] et (b) motif de métallisation FS représentatif.
La pâte typique pour les tampons Ag/Al RS, RS Al et FS Ag sont de 35 à 45 mg, 1,1 à 1,4 g et 100 à 120 mg, respectivement pour une cellule solaire multicristalline Al-BSF de 6 pouces. Un schéma de métallisation Ag FS illustratif est représenté sur la figure 17(b). L'ouverture du doigt Ag a été réduite à moins de 30 m, tandis que l'application de 5 barres omnibus est de plus en plus adoptée maintenant. Avec un tel paramètre d'écran et une bonne pâte, un FF constant de>80% devrait être obtenu pour les cellules solaires Al-BSF avec une perte d'ombrage optique de<>
6.2 Séchage et cuisson rapide des pâtes de métallisation
Les pâtes de métallisation sont constituées de poudre métallique, de solvants et de liants organiques. Dans le cas de la pâte FS Ag, la pâte contient également du verre fritté tandis qu'elle grave la couche SiNx:H et entre en contact avec l'émetteur de type n [41]. Les pâtes métalliques sont séchées après impression et finalement envoyées dans un four à cuisson rapide pour frittage et forment le contact RS Al-BSF et FS Ag. Un exemple d'un tel four à chauffe rapide avec le profil de température est illustré à la figure 18. Le processus de frittage au doigt FS Ag est illustré à la figure 19. Lorsque la cellule solaire traverse le four à chauffe rapide, les liants organiques sont brûlés, suivis d'une fusion. de la fritte de verre et enfin formation de cristallites d'Ag au contact de l'émetteur de type n. Le profil de cuisson doit être ajusté en fonction des types spécifiques de pâtes de métallisation et du profil de diffusion de l'émetteur. A titre d'exemple, la température de pic de tir pourrait être faible pour ne pas former un bon contact ohmique sur le FS, tandis qu'une température trop élevée peut conduire à une diffusion de Ag à travers la jonction et un shunt de la jonction pn. L'image d'une cellule solaire Al-BSF multicristalline complète est illustrée à la Figure 20.

Figure 18. (a) Exemple d'un four de cuisson pour le frittage de contacts métalliques et (b) profil de température illustratif d'un four de cuisson. Source : centrotherm GmbH.

Figure 19.Illustration du processus de cuisson. (a) Brûlage des liants organiques, (b) fusion de fritte de verre qui grave le SiNx:H et (c) Formation de cristallites d'Ag à l'interface émetteur.

Figure 20. (a) FS d'une cellule solaire complète et (b) RS d'une cellule solaire complète.
6.3 Métallisation frontale par placage
Le coût de divers facteurs dans le traitement des cellules solaires a diminué au fil des ans, tandis que la contribution du front Ag est toujours la plus importante [42]. Un travail important a été fait pour remplacer l'Ag par un métal alternatif comme le cuivre (Cu) qui a une valeur de conductivité très proche de celle de l'Ag et offre également un avantage de coût potentiel significatif [43,44]. Cu a une diffusivité et une solubilité élevées dans Si et donc une couche barrière comme le nickel (Ni) est déposée sur Si avant le placage Cu [42]. Le placage induit par la lumière (LIP) qui est dérivé du placage conventionnel utilise l'effet photovoltaïque de la lumière pour plaquer le métal souhaité et présente de nombreux avantages par rapport au placage conventionnel [43,44].
La métallisation frontale à base de Ni-Cu nécessite une étape supplémentaire de structuration ARC face avant contrairement à la métallisation à base de pâte Ag et dans la plupart des cas également une étape supplémentaire de frittage Ni pour réduire la résistance de contact et avoir une bonne adhérence de l'empilement métallique [42 ]. Des cellules solaires commerciales DWS coupées mc-Si basées sur un empilement plaqué Ni-Cu-Ag ont été démontrées avec une largeur de doigt de 22 m, un rapport d'aspect proche de 0,5 et une efficacité similaire à celle des cellules solaires de référence à base d'Ag sérigraphiées [45 ].
L'amélioration continue des pâtes Ag FS ainsi que la simplicité, la fiabilité et le haut débit du processus de sérigraphie ont rendu difficile la concurrence entre la métallisation à base de Ni-Cu et la métallisation FS à base d'Ag. Cependant, les concepts à haute efficacité de cellules solaires comme les cellules solaires bifaciales à hétérojonction, où Cu peut être directement plaqué sur l'oxyde conducteur transparent, le processus de placage est simplifié et ne nécessite qu'un seul outil [39]. De même, les concepts à haute efficacité qui nécessitent une quantité réduite de métal peuvent obtenir le même résultat en utilisant une métallisation à base de placage [42,46].
6.4 Test IV et caractérisation des cellules solaires
L'étape finale est le test IV des cellules solaires complètes selon les conditions de test standard (STC), c'est-à-dire AM 1.5G, 1000W/m2 avec un simulateur solaire de classe AAA. Un exemple de sondage FS d'une cellule solaire est illustré à la Figure 21. Les paramètres typiques obtenus à partir du testeur IV sont indiqués dans le Tableau 3. Les testeurs IV ont de nombreux paramètres de caractérisation qui peuvent être utiles pour le diagnostic des défauts des cellules solaires. L'électroluminescence (EL) représentative et l'image thermique IR d'une cellule solaire présentant quelques défauts sont illustrées dans les figures 22 (a) à (c). Une image EL d'une bonne cellule solaire avec une intensité uniforme est montrée dans la Figure 22 (a), tandis que pour une cellule solaire dans laquelle les doigts FS ne sont pas imprimés uniformément, un contraste plus sombre peut être vu dans la Figure 22 (b). Figure 22 (c ) montre une image IR thermique d'une cellule solaire avec un shunt localisé qui a été formé au cours d'une des étapes de traitement. Au final, les cellules solaires sont triées dans différents bacs d'efficacité en fonction de la classification choisie.

Figure 21.IV Sondage FS de mesure pour la caractérisation des cellules solaires.
Paramètre
commentaires
Voc(V) | Les bonnes cellules solaires mc-Si Al-BSF ont une valeur de> 0,635 V |
Isc(A) | Les bonnes cellules solaires mc-Si Al-BSF ont une valeur de> 9,0 A |
FF (%) | Les bonnes cellules solaires mc-Si Al-BSF ont une valeur de> 80% |
Efficacité (%) | Les bonnes cellules solaires mc-Si Al-BSF ont une valeur de> 18,6% |
Vdéputé(V) | Tension correspondante au point de puissance maximale |
Idéputé(A) | Courant correspondant au point de puissance maximale |
Rs(Ω) | Les bonnes cellules solaires mc-Si Al-BSF ont une valeur de<1,5> |
Rsh(Ω) | Les bonnes cellules solaires mc-Si Al-BSF ont une valeur de> 100Ω |
Itour(A) | Le courant inverse à une tension de -12V doit être de<0,5 a="" pour="" de="" bonnes="" cellules=""> |
Résistance FS BB-BB (Ω) | Résistance mesurée entre les BB sur le FS |
Résistance RS BB-BB (Ω) | Résistance mesurée entre les BB sur le RS |
Tableau 3.Paramètres de caractérisation d'une cellule solaire obtenus à partir d'une mesure IV.

Figure 22. (a) Image EL d'une bonne cellule solaire, (b) Image EL d'une cellule solaire avec non-uniformité dans l'empreinte digitale Ag et (c) Image thermique IR d'une cellule solaire indiquant la présence de shunts localisés.
7. Tendances futures
Le DWS est devenu la norme pour les plaquettes monocristallines, alors qu'il devrait avoir une part de marché de> 80% d'ici 2022 pour les plaquettes multicristallines [2]. Les SWS pour les plaquettes multicristallines devraient disparaître d'ici là. Avec DWS, la perte de saignée deviendrait également<80μm d'ici="" 2022,="" ce="" qui="" réduirait="" à="" son="" tour="" la="" consommation="" de="" poly-si="" par="" plaquette="" en="" dessous="" de="" 15g.="" la="" conception="" 3bb="" pour="" les="" contacts="" avant="" devrait="" disparaître="" d'ici="" 2020="" avec="" une="" part="" de="" 50="" %="" pour="" la="" conception="" 5bb.="" avec="" des="" améliorations="" continues="" des="" pâtes="" et="" des="" écrans="" ag,="" la="" largeur="" des="" doigts="" fs="" devrait="" être="" réduite="" à="" 30="" μm="" d'ici="" 2022.="" les="" outils="" de="" traitement="" chimique="" par="" voie="" humide="" ont="" dépassé="" le="" débit="" de="" 8="" 000="" plaquettes/h="" en="" 2018="" et="" toucheraient="" 9="" 000="" plaquettes/h="" d'ici="" 2020.="" ont="" atteint="" un="" débit="" de="" 5="" 000="" wafers/h="" en="" 2018="" et="" devraient="" franchir="" 7="" 000="" wafers/h="" d'ici="" 2020.="" la="" section="" de="" métallisation="" et="" de="" test/triage="" iv="" devrait="" avoir="" un="" débit="" de=""> 7 000 wafers/h d'ici 2022.
La technologie cellulaire à base d'Al-BSF, qui détient une part de marché de> 60 % en 2018, devrait être ramenée à< 20="" %="" d'ici="" 2025.="" en="" mettant="" davantage="" l'accent="" sur="" les="" concepts="" de="" cellules="" solaires="" à="" haut="" rendement,="" la="" part="" de="" perc="" la="" technologie="" devrait="" être="" de>="" ;="" 50="" %="" d'ici="" 2022.="" l'efficacité="" de="" production="" du="" mono="" perc="" devrait="" être="" de>="" ;="" 22="" %="" d'ici="" 2022,="" tandis="" que="" pour="" le="" multi="" perc,="" elle="" devrait="" atteindre="" 21="" %="" en="" même="" temps.="" un="" aspect="" important="" lié="" au="" multi-perc="" est="" l'atténuation="" du="" problème="" basé="" sur="" letid="" pour="" minimiser="" la="" perte="" d'efficacité="" après="" l'installation="" des="" modules="" sur="" le="" terrain.="" cellules="" si="" hj="" avec="" des="" rendements="" de=""> 22% en 2018 après avoir attendu pour atteindre une efficacité stable de 23% d'ici 2020, avec une part de marché d'environ 10% d'ici 2022. Cellules bifaciales à haut rendement avec un avantage supplémentaire de capter le solaire le rayonnement de la face arrière devrait avoir une part de marché de 20 % d'ici 2022. Les cellules solaires à contact arrière de type N devraient dépasser 24 % d'efficacité d'ici 2020.
8. Conclusion
Les cellules solaires en silicium sont devenues une partie importante du domaine des énergies renouvelables au cours des dernières décennies avec des technologies de fabrication matures. Les plaquettes multicristallines de type P sont devenues le pilier de la production de cellules solaires. Cependant, avec une efficacité plus élevée et des coûts de production décroissants, les cellules solaires monocristallines ont également gagné une part importante et devraient concurrencer étroitement les plaquettes multicristallines dans un proche avenir. Pour la technologie standard Al-BSF, 19 et 20 % sont devenus la référence pour les cellules solaires multicristallines et monocristallines, respectivement. Les cellules mono-PERC et multi-PERC ont atteint des efficacités stabilisées de 21,5 et 20 %, respectivement. De plus, PERC fournit également une approche plus simple pour les cellules solaires bifaciales en ayant un motif de grille sur le RS au lieu du contact de la zone complète. Les cellules solaires bifaciales et de type n à haut rendement ont une part de marché de<10 %,="" ce="" qui="" devrait="" augmenter="" à="" l'avenir.="" les="" technologies="" de="" fabrication="" ont="" considérablement="" mûri="" au="" cours="" des="" dernières="" années="" avec="" de="" nouvelles="" améliorations="" pour="" augmenter="" le="">
Remerciements
Les auteurs tiennent à remercier les collègues de RCT Solutions GmbH dont une partie du contenu du chapitre a été prise. Mehul C.Raval tient à remercier son collègue Jim Zhou pour les discussions concernant la texturation du silicium noir.