






La source:https://link.springer.com/chapter/10.1007/978-3-319-48933-9_13

Le silicium, qui a été et continuera d'être le matériau dominant dans l'industrie des semi-conducteurs pendant un certain temps encore[13.1], nous transportera dans l'ère de l'intégration à très grande échelle (ULSI) et l'ère du système sur puce (SOC).
À mesure que les appareils électroniques sont devenus plus avancés, les performances des appareils sont devenues plus sensibles à la qualité et aux propriétés des matériaux utilisés pour les construire.
Le germanium (Ge) était à l'origine utilisé comme matériau semi-conducteur pour les dispositifs électroniques à semi-conducteurs. Cependant, la bande interdite étroite (0,66 eV) de Ge limite le fonctionnement des appareils à base de germanium à des températures d'environ 90∘C en raison des courants de fuite importants observés à des températures plus élevées. La bande interdite plus large du silicium (1,12 eV), d'autre part, donne lieu à des appareils électroniques capables de fonctionner jusqu'à. Cependant, il existe un problème plus sérieux que la bande interdite étroite : le germanium ne fournit pas facilement une couche de passivation stable sur la surface. Par exemple, le dioxyde de germanium (GeO2) est soluble dans l'eau et se dissocie à environ 800∘C. Le silicium, contrairement au germanium, s'adapte facilement à la passivation de surface en formant du dioxyde de silicium (SiO2), qui offre un degré élevé de protection à l'appareil sous-jacent. Ce SiO stable2La couche donne un avantage décisif au silicium par rapport au germanium en tant que matériau semi-conducteur de base utilisé pour la fabrication de dispositifs électroniques. Cet avantage a conduit à un certain nombre de nouvelles technologies, notamment des procédés de dopage par diffusion et de définition de motifs complexes. D'autres avantages du silicium sont qu'il est totalement non toxique et que la silice (SiO2), la matière première à partir de laquelle le silicium est obtenu, comprend environ 60%de la teneur en minéraux de la croûte terrestre. Cela implique que la matière première à partir de laquelle le silicium est obtenu est disponible en abondance pour le circuit intégré (CI) industrie. De plus, le silicium de qualité électronique peut être obtenu à moins d'un dixième du coût du germanium. Tous ces avantages ont amené le silicium à remplacer presque complètement le germanium dans l'industrie des semi-conducteurs.
Bien que le silicium ne soit pas le choix optimal pour chaque appareil électronique, ses avantages signifient qu'il dominera presque certainement l'industrie des semi-conducteurs pendant un certain temps encore.
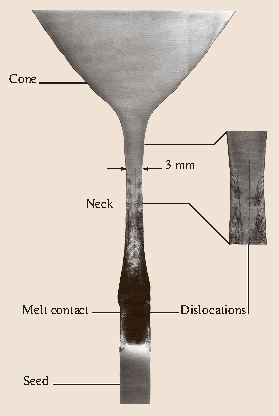
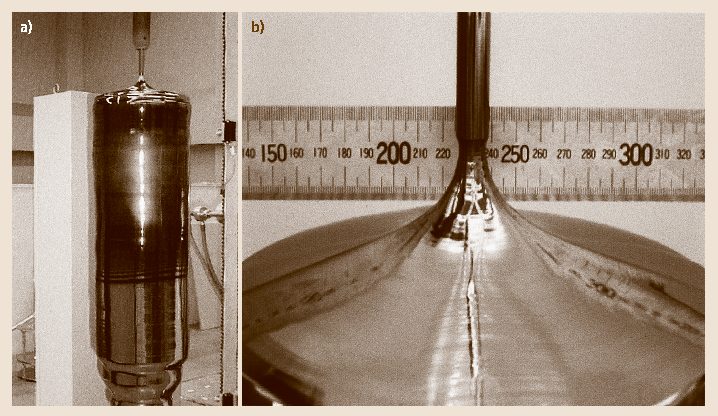
Des interactions très fructueuses se sont produites entre les utilisateurs et les fabricants de matériaux semi-conducteurs depuis l'invention du transistor à contact ponctuel en 1947, lorsque la nécessité deparfait et purcristaux a été reconnu. La concurrence était souvent telle que la qualité cristalline exigée par les nouveaux appareils ne pouvait être satisfaite qu'en contrôlant la croissance cristalline à l'aide d'équipements électroniques construits avec ces nouveaux appareils. Étant donné que des cristaux de silicium sans dislocation ont été cultivés dès les années 1960 en utilisant leTechnique de tiret[13.2], les efforts de recherche et de développement sur les matériaux semi-conducteurs se sont concentrés sur la pureté des matériaux, les rendements de production et les problèmes liés à la fabrication des dispositifs. Diagramme de flux pour les processus typiques de préparation de silicium semi-conducteur. (Après[13.1]) Chips par wafer en fonction de la génération de DRAM. (Après[13.3]) Dans ce chapitre, les approches actuelles de la préparation du silicium – la conversion de la matière première en silicium monocristallin (voir Fig.13.1)- sont discutés. L'étape suivante consiste à purifier le MG-Si au niveau du silicium de qualité semi-conducteur (SG-Si), qui est utilisé comme matériau de départ pour le silicium monocristallin. Le concept de base est que le MG-Si en poudre est mis à réagir avec du HCl anhydre pour former divers composés de chlorosilane dans un réacteur à lit fluidisé. Ensuite, les silanes sont purifiés par distillation et dépôt chimique en phase vapeur (CVD) pour former du polysilicium SG. 1. Il peut être facilement formé par la réaction de chlorure d'hydrogène anhydre avec MG-Si à des températures raisonnablement basses (200-400∘C). 2. Il est liquide à température ambiante, de sorte que la purification peut être effectuée en utilisant des techniques de distillation standard. 3. Il est facile à manipuler et peut être stocké dans des réservoirs en acier au carbone lorsqu'il est sec. 4. Le trichlorosilane liquide se vaporise facilement et, lorsqu'il est mélangé à de l'hydrogène, il peut être transporté dans des lignes en acier. 5. Elle peut être réduite à pression atmosphérique en présence d'hydrogène. 6. Son dépôt peut avoir lieu sur du silicium chauffé, éliminant ainsi le besoin de contact avec des surfaces étrangères susceptibles de contaminer le silicium résultant. 7. Il réagit à des températures plus basses (1000–1200∘C) et à des vitesses plus rapides que le tétrachlorure de silicium. Inutile de dire que la pureté des tiges minces doit être comparable à celle du silicium déposé. Les tiges minces sont préchauffées à environ 400∘C au début du processus de CVD du silicium. Ce préchauffage est nécessaire afin d'augmenter suffisamment la conductivité des tiges minces de haute pureté (haute résistance) pour permettre un chauffage résistif. Dépôt pendant 200 à 300 h vers 1100∘C donne des tiges de polysilicium de haute pureté de 150 à 200 mm de diamètre. Les tiges de polysilicium sont façonnées sous diverses formes pour les processus de croissance cristalline ultérieurs, telles que des morceaux pour la croissance à l'état fondu de Czochralski et de longues tiges cylindriques pour la croissance en zone flottante. Le procédé de réduction du trichlorosilane sur un barreau de silicium chauffé à l'aide d'hydrogène a été décrit à la fin des années 50 et au début des années 60 dans un certain nombre de brevets de procédés cédés à Siemens ; par conséquent, ce processus est souvent appelé leMéthode Siemens[13.4]. Les principaux inconvénients de la méthode Siemens sont ses faibles rendements de conversion du silicium et du chlore, une taille de lot relativement petite et une consommation d'énergie élevée. Les faibles rendements de conversion du silicium et du chlore sont associés au grand volume de tétrachlorure de silicium produit comme sous-produit dans le processus CVD. Seulement environ 30%du silicium fourni dans la réaction CVD est converti en polysilicium de haute pureté. En outre, le coût de production de polysilicium de haute pureté peut dépendre de l'utilité du sous-produit, SiCl4. La technologie de production d'Apolysilicium basée sur la production et la pyrolyse de monosilane a été établie à la fin des années 1960. Le monosilane permet potentiellement d'économiser de l'énergie car il dépose du polysilicium à plus basse température et produit du polysilicium plus pur que le procédé au trichlorosilane ; cependant, il n'a guère été utilisé en raison de l'absence d'une voie économique vers le monosilane et en raison de problèmes de traitement dans l'étape de dépôt.13.5]. Cependant, avec le développement récent de voies économiques vers le silane de haute pureté et l'exploitation réussie d'une usine à grande échelle, cette technologie a attiré l'attention de l'industrie des semi-conducteurs, qui nécessite du silicium de plus grande pureté. Dans les procédés industriels actuels de monosilane, le magnésium et la poudre de MG-Si sont chauffés à 500∘C sous atmosphère d'hydrogène afin de synthétiser du siliciure de magnésium (Mg2Si), que l'on fait ensuite réagir avec du chlorure d'ammonium (NH4Cl) dans l'ammoniac liquide (NH3) en dessous de 0∘C pour former du monosilane (SiH4). Le polysilicium de haute pureté est ensuite produit par pyrolyse du monosilane sur des filaments de polysilicium chauffés résistivement à 700-800∘C. Dans le processus de génération de monosilane, la plupart des impuretés de bore sont éliminées du silane par réaction chimique avec NH3. Une teneur en bore de 0,01 à 0,02 ppba dans le polysilicium a été obtenue en utilisant le procédé amonosilane. Cette concentration est très faible par rapport à celle observée dans le polysilicium préparé à partir de trichlorosilane. De plus, le polysilicium résultant est moins contaminé par les métaux récupérés par les processus de transport chimique car la décomposition du monosilane ne provoque aucun problème de corrosion. Un procédé sensiblement différent, qui utilise la décomposition du monosilane dans un réacteur de dépôt à lit fluidisé pour produire du polysilicium granulaire à écoulement libre, a été développé[13.5]. De minuscules particules de germe de silicium sont fluidisées dans un mélange amonosilane-hydrogène, et du polysilicium est déposé pour former des particules sphériques à écoulement libre d'un diamètre moyen de 700 m avec une distribution de taille de 100 à 1500 m. Les graines à lit fluidisé étaient à l'origine fabriquées en broyant du SG-Si dans un broyeur à boulets ou à marteaux et en lixiviant le produit avec de l'acide, du peroxyde d'hydrogène et de l'eau. Ce processus était long et coûteux, et avait tendance à introduire des impuretés indésirables dans le système à travers les broyeurs métalliques. Cependant, dans un nouveau procédé, de grosses particules de SG-Si sont tirées les unes contre les autres par un courant de gaz à grande vitesse les faisant se briser en particules d'une taille appropriée pour le lit fluidisé. Ce procédé n'introduit aucune matière étrangère et ne nécessite aucune lixiviation. En raison de la plus grande surface spécifique du polysilicium granulaire, les réacteurs à lit fluidisé sont beaucoup plus efficaces que les réacteurs à barres traditionnels de type Siemens. La qualité du polysilicium à lit fluidisé s'est avérée équivalente à celle du polysilicium produit par la méthode plus conventionnelle de Siemens. De plus, le polysilicium granulaire de forme fluide et de densité apparente élevée permet aux cristallogéneurs de tirer le meilleur parti de chaque cycle de production. C'est-à-dire que dans le processus de croissance cristalline de Czochralski (voir la section suivante), les creusets peuvent être rapidement et facilement remplis jusqu'à des charges uniformes qui dépassent généralement celles des morceaux de polysilicium empilés de manière aléatoire produits par la méthode Siemens. Si nous considérons également le potentiel de la technique pour passer d'une opération par lots à une traction continue (discutée plus loin), nous pouvons voir que les granules de polysilicium à écoulement libre pourraient fournir la voie avantageuse d'alimentation uniforme dans une masse fondue à l'état stable. Ce produit semble être un matériau de départ révolutionnaire très prometteur pour la croissance des cristaux de silicium. Principes de croissance monocristalline par (a) méthode de la zone flottante et (b)Méthode Czochralski. (Après[13.1]) On estime qu'environ 95%de tout le silicium monocristallin est produit par la méthode CZ et le reste principalement par la méthode FZ. L'industrie des semi-conducteurs en silicium exige une pureté élevée et des concentrations de défauts minimales dans leurs cristaux de silicium pour optimiser le rendement de fabrication des dispositifs et les performances opérationnelles. Ces exigences deviennent de plus en plus strictes à mesure que la technologie passe du LSI au VLSI∕ULSI puis au SOC. Outre la qualité ou la perfection des cristaux de silicium, le diamètre des cristaux n'a cessé d'augmenter afin de répondre aux exigences des fabricants d'appareils. Étant donné que les puces microélectroniques sont produites via unSystème de traitement par lot, les diamètres des plaquettes de silicium utilisées pour la fabrication de dispositifs affectent considérablement la productivité (comme le montre la Fig.13.2), et à son tour le coût de production. Dans les sections suivantes, nous discutons d'abord de la méthode FZ, puis passons à la méthode CZ. Ce dernier sera discuté plus en détail en raison de son extrême importance pour l'industrie de la microélectronique. La méthode FZ est issue de la fusion de zone, qui a été utilisée pour affiner les alliages binaires[13.6] et a été inventé parTheuerer[13.7]. La réactivité du silicium liquide avec le matériau utilisé pour le creuset a conduit au développement de la méthode FZ[13.8], qui permet la cristallisation du silicium sans avoir besoin d'aucun contact avec le matériau du creuset, ce qui est nécessaire pour pouvoir faire croître des cristaux de la pureté semi-conductrice requise. Dans le procédé FZ, une tige de polysilicium est convertie en un lingot monocristallin en faisant passer une zone fondue chauffée par une bobine à oeil d'aiguille d'une extrémité à l'autre de la tige, comme illustré à la Fig.13.3une. Tout d'abord, la pointe de la tige de polysilicium est mise en contact et fusionnée avec un cristal germe avec l'orientation cristalline souhaitée. Ce processus est appeléensemencement. La zone fondue ensemencée est passée à travers la tige de polysilicium en déplaçant simultanément le germe de monocristal vers le bas de la tige. Lorsque la zone fondue de silicium se solidifie, le polysilicium est converti en silicium monocristallin à l'aide du cristal germe. Au fur et à mesure que la zone se déplace le long de la tige de polysilicium, le silicium monocristallin gèle à son extrémité et croît comme une extension du cristal germe. Topographie aux rayons X de la graine, du col et de la partie conique du silicium à zone flottante. (Gracieuseté du Dr T. Abe) Système de support pour cristal de silicium à zone flottante. (Après[13.9]) Afin d'obtenir des monocristaux de silicium de type n ou p de la résistivité requise, le polysilicium ou le cristal en croissance doit être dopé avec les impuretés appropriées donneuses ou acceptantes, respectivement. Pour la croissance du silicium FZ, bien que plusieurs techniques de dopage aient été essayées, les cristaux sont généralement dopés en soufflant un gaz d'adopant tel que la phosphine (PH3) pour le silicium de type n ou le diborane (B2H6) pour le silicium de type p sur la zone fondue. Le gaz dopant est habituellement dilué avec un gaz porteur, tel que l'argon. Le grand avantage de cette méthode est que le fabricant de cristaux de silicium n'a pas besoin de stocker des sources de polysilicium avec des résistivités différentes. L'application de NTD a été presque exclusivement limitée aux cristaux FZ en raison de leur plus grande pureté par rapport aux cristaux CZ. Lorsque la technique NTD a été appliquée aux cristaux de silicium CZ, il a été constaté que la formation de donneurs d'oxygène pendant le processus de recuit après irradiation modifiait la résistivité par rapport à celle attendue, même si l'homogénéité des donneurs de phosphore était atteinte.13.11]. NTD présente l'inconvénient supplémentaire qu'aucun procédé n'est disponible pour les dopants de type p et qu'une période d'irradiation excessivement longue est nécessaire pour les faibles résistivités (de l'ordre de 1 à 10 cm). Lors de la croissance cristalline FZ, le silicium fondu n'entre en contact avec aucune autre substance que le gaz ambiant dans la chambre de croissance. Par conséquent, un cristal de silicium FZ se distingue par sa pureté plus élevée par rapport à un cristal CZ qui est développé à partir de la masse fondue, impliquant un contact avec un creuset en quartz. Ce contact donne lieu à des concentrations élevées d'impuretés d'oxygène de l'ordre de 1018atomes cm3dans les cristaux CZ, tandis que le silicium FZ contient moins de 1016atomes cm3. Cette pureté plus élevée permet au silicium FZ d'atteindre des résistivités élevées qui ne peuvent pas être obtenues avec du silicium CZ. La plupart du silicium FZ consommé a une résistivité comprise entre 10 et 200 cm, tandis que le silicium CZ est généralement préparé à des résistivités de 50 Ω cm ou moins en raison de la contamination du creuset en quartz. Le silicium FZ est donc principalement utilisé pour fabriquer des dispositifs de puissance à semi-conducteurs qui supportent des tensions inverses supérieures à 750-1000 V. La croissance cristalline de haute pureté et les caractéristiques de dopage de précision du NTD FZ-Si ont également conduit à son utilisation dans les détecteurs infrarouges.13.12], par example. Cependant, si l'on considère la résistance mécanique, il est reconnu depuis de nombreuses années que le silicium FZ, qui contient moins d'impuretés d'oxygène que le silicium CZ, est mécaniquement plus faible et plus vulnérable aux contraintes thermiques lors de la fabrication du dispositif.13.13,13.14]. Le traitement à haute température des plaquettes de silicium lors de la fabrication de dispositifs électroniques produit souvent suffisamment de contraintes thermiques pour générer des dislocations de glissement et un gauchissement. Ces effets entraînent une perte de rendement due à des jonctions non étanches, des défauts diélectriques et une durée de vie réduite, ainsi que des rendements photolithographiques réduits dus à la dégradation de la planéité des tranches. La perte de planéité géométrique due au gauchissement peut être si grave que les plaquettes ne sont plus traitées. Pour cette raison, les plaquettes de silicium CZ ont été utilisées beaucoup plus largement dans la fabrication de dispositifs IC que les plaquettes FZ. Cette différence de stabilité mécanique contre les contraintes thermiques est la principale raison pour laquelle les cristaux de silicium CZ sont exclusivement utilisés pour la fabrication de circuits intégrés qui nécessitent un grand nombre d'étapes de traitement thermique. Afin de pallier ces défauts du silicium FZ, la croissance de cristaux de silicium FZ avec des impuretés dopantes telles que l'oxygène[13.15] et de l'azote[13.16] a été tenté. Il a été constaté que le dopage des cristaux de silicium FZ avec de l'oxygène ou de l'azote à des concentrations deou alors, respectivement, entraîne une augmentation notable de la résistance mécanique. Cette méthode a été nommée d'après J. Czochralski, qui a établi une technique pour déterminer les vitesses de cristallisation des métaux[13.17]. Cependant, la méthode de traction réelle qui a été largement appliquée à la croissance monocristalline a été développée parSarcelleetPeu[13.18], qui a modifié le principe de base de Czochralski. Ils ont été les premiers à réussir à faire pousser des monocristaux de germanium, de 8 pouces de long et 0,75 pouce de diamètre, en 1950. Ils ont ensuite conçu un autre appareil pour la croissance du silicium à des températures plus élevées. Bien que le processus de production de base du silicium monocristallin ait peu changé depuis qu'il a été mis au point par Teal et ses collègues, les monocristaux de silicium de grand diamètre (jusqu'à 400 mm) avec un haut degré de perfection qui répondent à un dispositif de pointe les exigences se sont accrues en incorporant la technique Dash et les innovations technologiques successives dans l'appareil. Aujourd'hui, les efforts de recherche et de développement concernant les cristaux de silicium visent à obtenir une uniformité microscopique des propriétés cristallines telles que la résistivité et les concentrations d'impuretés et de microdéfauts, ainsi que leur contrôle microscopique, ce qui sera abordé ailleurs dans ce manuel. 1. Des morceaux ou des grains de polysilicium sont placés dans un creuset en aquartz et fondus à des températures supérieures au point de fusion du silicium (1420∘C) dans un gaz ambiant inerte. 2. La masse fondue est maintenue à haute température pendant un certain temps afin d'assurer une fusion complète et l'éjection de minuscules bulles, qui peuvent provoquer des vides ou des défauts cristallins négatifs, de la masse fondue. 3. Un cristal d'ensemencement avec l'orientation cristalline souhaitée est plongé dans la masse fondue jusqu'à ce qu'il commence à se fondre. Le germe est ensuite retiré du bain de fusion de sorte que le col se forme en diminuant progressivement le diamètre ; c'est l'étape la plus délicate. Pendant tout le processus de croissance cristalline, un gaz inerte (généralement de l'argon) s'écoule vers le bas à travers la chambre de tirage afin d'emporter les produits de réaction tels que SiO et CO. 4. En augmentant progressivement le diamètre du cristal, la partie conique et l'épaulement se développent. Le diamètre est augmenté jusqu'au diamètre cible en diminuant la vitesse de tirage et/ou la température de fusion. 5. Enfin, la partie cylindrique du corps de diamètre constant est agrandie en contrôlant la vitesse de tirage et la température de fusion tout en compensant la baisse du niveau de fusion au fur et à mesure de la croissance du cristal. Le taux de traction est généralement réduit vers l'extrémité arrière du cristal en croissance, principalement en raison de l'augmentation du rayonnement thermique de la paroi du creuset à mesure que le niveau de fusion baisse et expose davantage la paroi du creuset au cristal en croissance. Vers la fin du processus de croissance, mais avant que le creuset ne soit complètement vidé du silicium fondu, le diamètre du cristal doit être progressivement réduit pour former un cône d'extrémité afin de minimiser le choc thermique, ce qui peut provoquer des dislocations de glissement à l'extrémité arrière. Lorsque le diamètre devient suffisamment petit, le cristal peut être séparé de la masse fondue sans générer de dislocations. Vue schématique du système de croissance de cristaux de silicium Czochralski typique. (Après[13.1]) Partie d'extrémité de graine de cristal de silicium Czochralski tel que cultivé Lingot de silicium Czochralski extra-large de 400 mm de diamètre et de 1800 mm de longueur. (Avec l'aimable autorisation de Super Silicon Crystal Research Institute Corporation, Japon) Environnement thermique pendant la croissance cristalline de Czochralski aux stades initial et final.Flèchesindiquer les directions approximatives du flux de chaleur. (Après[13.19]) En outre, une distribution non uniforme des défauts cristallins et des impuretés se produit à travers la section transversale d'une plaquette plate préparée à partir d'un cristal de silicium fondu CZ cristallisé ou solidifié successivement à l'interface cristal-fusion, qui est généralement incurvée dans le processus de croissance cristalline CZ. De telles inhomogénéités peuvent être observées commestries, qui sont discutés plus tard. Les propriétés des semi-conducteurs en silicium utilisés dans les appareils électroniques sont très sensibles aux impuretés. En raison de cette sensibilité, les propriétés électriques-électroniques du silicium peuvent être contrôlées avec précision en ajoutant une petite quantité de dopant. En plus de cette sensibilité aux dopants, la contamination par des impuretés (en particulier des métaux de transition) affecte négativement les propriétés du silicium et entraîne une grave dégradation des performances du dispositif. De plus, l'oxygène est incorporé à des niveaux de dizaines d'atomes par million dans les cristaux de silicium CZ en raison de la réaction entre la masse fondue de silicium et le creuset en quartz. Quelle que soit la quantité d'oxygène dans le cristal, les caractéristiques des cristaux de silicium sont grandement affectées par la concentration et le comportement de l'oxygène.13.21]. De plus, du carbone est également incorporé dans les cristaux de silicium CZ soit à partir de matières premières en polysilicium, soit pendant le processus de croissance, en raison des pièces en graphite utilisées dans l'équipement de tirage CZ. Bien que la concentration de carbone dans les cristaux de silicium CZ commerciaux soit normalement inférieure à 0,1 ppma, le carbone est une impureté qui affecte grandement le comportement de l'oxygène.13.22,13.23]. De plus, des cristaux de silicium CZ dopés à l'azote[13.24,13.25] ont récemment attiré beaucoup d'attention en raison de leur haute qualité de cristal microscopique, qui peut répondre aux exigences des appareils électroniques de pointe[13.26,13.27]. Pendant la cristallisation à partir de l'amelt, diverses impuretés (y compris les dopants) contenues dans la masse fondue sont incorporées dans le cristal en croissance. La concentration en impuretés de la phase solide diffère généralement de celle de la phase liquide en raison d'un phénomène connu sous le nom deségrégation. Le comportement de ségrégation à l'équilibre associé à la solidification des systèmes à plusieurs composants peut être déterminé à partir du diagramme de phase correspondant du système abinaire avec unsoluté(l'impureté) et unsolvant(le matériel hôte) en tant que composants. Par conséquent, il est clair que la variation longitudinale macroscopique du taux d'impuretés, qui provoque une variation de résistivité due à la variation de la concentration en dopant, est inhérente au procédé de croissance discontinue CZ ; cela est dû au phénomène de ségrégation. De plus, la distribution longitudinale des impuretés est influencée par les changements dans l'amplitude et la nature de la convection à l'état fondu qui se produisent lorsque le rapport d'aspect à l'état fondu est diminué pendant la croissance cristalline. Stries de croissance, révélées par gravure chimique, dans un épaulement de silicium Czochralski Les stries sont causées physiquement par la ségrégation des impuretés et également par des défauts ponctuels ; cependant, les stries sont pratiquement causées par des fluctuations de température près de l'interface cristal-fusion, induites par une convection thermique instable dans la masse fondue et la rotation des cristaux dans un environnement thermique asymétrique. De plus, les vibrations mécaniques dues à de mauvais mécanismes de contrôle de traction dans l'équipement de croissance peuvent également provoquer des fluctuations de température. Illustration schématique de la section transversale du cristal de Czochralski contenant une interface cristal-fusion incurvée et des plaquettes planes découpées en différentes parties. (Après[13.1]) Afin d'obtenir la résistivité souhaitée, une certaine quantité de dopant (soit des atomes donneurs, soit des atomes accepteurs) est ajoutée à une masse fondue de silicium selon la relation résistivité-concentration. Il est de pratique courante d'ajouter des dopants sous la forme de particules ou de morceaux de silicium hautement dopés d'environ 0,01 cm de résistivité, qui sont appelés montage de dopant, car la quantité de dopant pur nécessaire est ingérablement petite, à l'exception des matériaux de silicium fortement dopés (n+ou p+silicium). 1. Niveaux d'énergie appropriés 2. Haute solubilité 3. Adapté ou diffusivité faible 4. Faible pression de vapeur. Incorporation d'oxygène et de carbone dans le cristal de silicium Czochralski. (Après[13.1]) 1. Grand diamètre 2. Densité de défauts faible ou contrôlée 3. Gradient de résistivité radiale uniforme et faible 4. Concentration initiale optimale en oxygène et sa précipitation. Le flux de convection à l'état fondu dans le creuset affecte fortement la qualité cristalline du silicium CZ. En particulier, des stries de croissance défavorables sont induites par une convection de masse fondue instable entraînant des fluctuations de température à l'interface de croissance. La capacité du champ amagnétique à inhiber la convection thermique dans un fluide électriquement conducteur a d'abord été appliquée à la croissance cristalline de l'antimoniure d'indium via la technique de la nacelle horizontale.13.28] et la technique de fusion de zone horizontale[13.29]. Grâce à ces investigations, il a été confirmé qu'un champ magnétique d'une force suffisante peut supprimer les fluctuations de température qui accompagnent la convection à l'état fondu et peut réduire considérablement les stries de croissance. L'effet du champ magnétique sur les stries de croissance s'explique par sa capacité à diminuer la convection thermique turbulente de l'amelt et à son tour à diminuer les fluctuations de température à l'interface cristal-fusion. L'amortissement du flux de fluide provoqué par le champ magnétique est dû à la force magnétomotrice induite lorsque le flux est orthogonal aux lignes de flux magnétique, ce qui entraîne une augmentation de la viscosité cinématique effective de la masse fondue conductrice. La croissance des cristaux de silicium par la méthode CZ appliquée par champ magnétique (MCZ) a été rapportée pour la première fois en 1980[13.30]. À l'origine, le MCZ était destiné à la croissance de cristaux de silicium CZ qui contiennent de faibles concentrations d'oxygène et ont donc des résistivités élevées avec de faibles variations radiales. En d'autres termes, le silicium MCZ devait remplacer le silicium FZ presque exclusivement utilisé pour la fabrication de dispositifs de puissance. Depuis, diverses configurations de champ magnétique, en termes de direction du champ magnétique (horizontal ou vertical) et de type d'aimants utilisés (conducteurs normaux ou supraconducteurs), ont été développées.13.31]. Le silicium MCZ produit avec une large gamme de concentrations d'oxygène souhaitées (de faible à élevée) a été d'un grand intérêt pour différentes applications de dispositifs. La valeur du silicium MCZ réside dans sa haute qualité et sa capacité à contrôler la concentration en oxygène sur une large plage, ce qui ne peut pas être atteint en utilisant la méthode CZ conventionnelle[13.32], ainsi que son taux de croissance amélioré[13.33]. En ce qui concerne la qualité des cristaux, il ne fait aucun doute que la méthode MCZ fournit les cristaux de silicium les plus favorables à l'industrie des dispositifs à semi-conducteurs. Le coût de production du silicium MCZ peut être supérieur à celui du silicium CZ classique car le procédé MCZ consomme plus d'énergie électrique et nécessite un équipement et un espace de fonctionnement supplémentaires pour les électro-aimants ; Cependant, compte tenu du taux de croissance plus élevé du MCZ, et lorsque des aimants supraconducteurs qui nécessitent un espace plus petit et consomment moins d'énergie électrique par rapport aux aimants conducteurs sont utilisés, le coût de production des cristaux de silicium MCZ peut devenir comparable à celui des cristaux de silicium CZ conventionnels. De plus, la qualité cristalline améliorée du silicium MCZ peut augmenter les rendements de production et abaisser le coût de production. Les coûts de production des cristaux dépendent dans une large mesure du coût des matériaux, en particulier du coût de ceux utilisés pour les creusets en quartz. Dans le procédé CZ conventionnel, appelétraitement par lots, l'acrylique est extrait d'une seule charge de creuset, et le creuset en quartz n'est utilisé qu'une seule fois et est ensuite jeté. C'est parce que la petite quantité de silicium restant craque le creuset lorsqu'il se refroidit à partir d'une température élevée pendant chaque cycle de croissance. Une stratégie pour réapprovisionner le creuset en aquartz avec de la masse fondue de manière économique consiste à ajouter en continu de l'alimentation à mesure que le cristal croît et ainsi maintenir la masse fondue à un volume constant. En plus de réduire les coûts du creuset, la méthode de charge continue Czochralski (CCZ) fournit un environnement idéal pour la croissance des cristaux de silicium. Comme déjà mentionné, de nombreuses inhomogénéités dans les cristaux développés par le procédé discontinu CZ conventionnel sont un résultat direct de la cinétique instable résultant du changement de volume de fusion pendant la croissance cristalline. La méthode CCZ vise non seulement à réduire les coûts de production mais aussi à faire croître des cristaux dans des conditions stables. En maintenant le volume de fusion à un niveau constant, des conditions thermiques et d'écoulement de fusion stables peuvent être obtenues (voir Fig.13.9, qui montre le changement des environnements thermiques au cours de la croissance conventionnelle de CZ). Illustration schématique de la méthode de charge continue de Czochralski. (Après[13.34]) La méthode CCZ résout certainement la plupart des problèmes liés aux inhomogénéités dans le cristal développé par la méthode CZ conventionnelle. De plus, la combinaison de MCZ et CCZ (le CZ continu appliqué par champ magnétique (MCCZ)) devrait fournir la méthode de croissance cristalline ultime, donnant des cristaux de silicium idéaux pour une grande variété d'applications microélectroniques[13.1]. En effet, il a été utilisé pour faire croître des cristaux de silicium de haute qualité destinés aux dispositifs microélectroniques[13.35]. Cependant, il convient de souligner que les différentes histoires thermiques des différentes parties du cristal (de la graine aux extrémités de la queue, comme le montre la Fig.13.9) doit être pris en compte même lorsque le cristal est développé par la méthode de croissance idéale. Afin d'homogénéiser le cristal développé ou d'obtenir une uniformité axiale dans l'histoire thermique, une certaine forme de post-traitement, tel qu'un recuit à haute température[13.36], est requis pour le cristal. Comme mentionné précédemment, le processus de rétrécissement de Dash (qui se développe dans un col de 3 à 5 mm de diamètre, Fig.13.7) est une étape critique pendant la croissance cristalline CZ car elle élimine les dislocations développées. Cette technique est la norme de l'industrie depuis plus de 40 ans. Cependant, les demandes récentes de grands diamètres de cristal (& gt; 300 mm, pesant plus de 300 kg) ont entraîné le besoin de cols de plus grand diamètre qui n'introduisent pas de dislocations dans le cristal en croissance, car un col mince de 3 à 5 mm de diamètre ne peut pas supporter de si gros cristaux. Cristal de silicium Czochralski sans dislocation de 200 mm de diamètre cultivé sans le procédé de striction Dash. (a)Tout le corps, (b) graine et cône. (Avec l'aimable autorisation du professeur K. Hoshikawa) 13.1F. Shimoura :Technologie de cristal de silicium semi-conducteur(Académique, New York 1988)Google Scholar 13.2WC Dash : J. Appl. Phys.29, 736 (1958)Référence croiséeGoogle Scholar 13.3K.Takada, H.Yamagishi, H.Minami, M.Imai : Dans :Semi-conducteur Silicium(La société électrochimique, Pennington 1998) p.376Google Scholar 13.4JRMcCormic : Dans :Semi-conducteur Silicium(La société électrochimique, Pennington 1986) p.43Google Scholar 13.5PA Taylor : Technologie à semi-conducteurs.juillet, 53 (1987)Google Scholar 13.6WG Pfann : trans. Un m. Inst. Min. Métall. Ing.194, 747 (1952)Google Scholar 13.7CHTheuerer : brevet américain 3060123 (1962)Google Scholar 13.8PH Keck, MJE Golay : Phys. Tour.89, 1297 (1953)Référence croiséeGoogle Scholar 13,9W. Keller, A. Mühlbauer :Silicium à zone flottante(Marcel Dekker, New York 1981)Google Scholar 13.10JM Meese :Dopage par transmutation neutronique dans les semi-conducteurs(Plénum, New York 1979)Référence croiséeGoogle Scholar 13.11HMLiaw, CJ Varker : Dans :Semi-conducteur Silicium(La société électrochimique, Pennington 1977) p.116Google Scholar 13.12ELKern, LSYaggy, JABarker : Dans :Semi-conducteur Silicium(La société électrochimique, Pennington 1977) p.52Google Scholar 13.13SM Hu : Appl. Phys. Lett.31, 53 (1977)Référence croiséeGoogle Scholar 13.14K. Sumino, H. Harada, I. Yonenaga : Jpn. J. Appl. Phys.19, L49 (1980)Référence croiséeGoogle Scholar 13.15K. Sumino, I. Yonenaga, A. Yusa : Jpn. J. Appl. Phys.19, L763 (1980)Référence croiséeGoogle Scholar 13.16T.Abe, K.Kikuchi, S.Shirai : Dans :Semi-conducteur Silicium(La société électrochimique, Pennington 1981) p.54Google Scholar 13.17J. Czochralski : Z. Phys. Chem.92, 219 (1918)Google Scholar 13.18GK Teal, JB Little : Phys. Tour.78, 647 (1950)Google Scholar 13.19W. Zulehner, D. Huber : Dans :Cristaux 8 : Silicium, gravure chimique(Springer, Berlin, Heidelberg 1982) p. 1Google Scholar 13.20H. Tsuya, F. Shimura, K. Ogawa, T. Kawamura : J. Electrochem. Soc.129, 374 (1982)Référence croiséeGoogle Scholar 13.21F. Shimura (éd.) :Oxygène dans le silicium(Académique, New York 1994)Google Scholar 13.22S. Kishino, Y. Matsushita, M. Kanamori : Appl. Phys. Lett.35, 213 (1979)Référence croiséeGoogle Scholar 13.23F. Shimura : J. Appl. Phys.59, 3251 (1986)Référence croiséeGoogle Scholar 13.24HD Chiou, J. Moody, R. Sandfort, F. Shimura : technologie scientifique VLSI, Proc. 2e Int. Symp. Intégr. à très grande échelle. (La société électrochimique, Pennington 1984) p. 208Google Scholar 13.25F. Shimura, RS Hocket : Appl. Phys. Lett.48, 224 (1986)Référence croiséeGoogle Scholar 13.26A.Huber, M.Kapser, J.Grabmeier, U.Lambert, WvAmmon, R.Pech : Dans :Semi-conducteur Silicium(La société électrochimique, Pennington 2002) p.280Google Scholar 13.27GARozgonyi : Dans :Semi-conducteur Silicium(La société électrochimique, Pennington 2002) p.149Google Scholar 13.28HP Utech, MC Flemings : J. Appl. Phys.37, 2021 (1966)Référence croiséeGoogle Scholar 13.29HA Chedzey, DT Hurtle : Nature210, 933 (1966)Référence croiséeGoogle Scholar 13.30K.Hoshi, T.Suzuki, Y.Okubo, N.Isawa : poste. Abstr. Electrochimie. Soc. 157e rencontre. (La société électrochimique, Pennington 1980) p.811Google Scholar 13.31M.Ohwa, T.Higuchi, E.Toji, M.Watanabe, K.Homma, S.Takasu : Dans :Semi-conducteur Silicium(La société électrochimique, Pennington 1986) p.117Google Scholar 13.32M.Futagami, K.Hoshi, N.Isawa, T.Suzuki, Y.Okubo, Y.Kato, Y.Okamoto : Dans :Semi-conducteur Silicium(La société électrochimique, Pennington 1986) p.939Google Scholar 13.33T.Suzuki, N.Isawa, K.Hoshi, Y.Kato, Y.Okubo : Dans :Semi-conducteur Silicium(La société électrochimique, Pennington 1986) p.142Google Scholar 13.34W.Zulehner : Dans :Semi-conducteur Silicium(La société électrochimique, Pennington 1990) p.30Google Scholar 13.35Y.Arai, M.Kida, N.Ono, K.Abe, N.Machida, H.Futuya, K.Sahira : Dans :Semi-conducteur Silicium(La société électrochimique, Pennington 1994) p.180Google Scholar 13.36F. Shimura : Dans :VLSI Science et technologie(La société électrochimique, Pennington 1982) p. 17Google Scholar 13.37S. Chandrasekhar, KMKim : Dans :Semi-conducteur Silicium(La société électrochimique, Pennington 1998) p.411Google Scholar 13.38K. Hoshikawa, X. Huang, T. Taishi, T. Kajigaya, T. Iino : Jpn. J. Appl. Phys.38, L1369 (1999)Référence croiséeGoogle Scholar 13.39KM Kim, P. Smetana : J. Cryst. Croissance100, 527 (1989)Référence croiséeGoogle Scholar13.1Aperçu


13.2Matériaux de départ
13.2.1Silicium de qualité métallurgique
Le matériau de départ pour les monocristaux de silicium de haute pureté est la silice (SiO2). La première étape de la fabrication du silicium est la fusion et la réduction de la silice. Ceci est accompli en mélangeant de la silice et du carbone sous forme de charbon, de coke ou de copeaux de bois et en chauffant le mélange à des températures élevées dans un four à arc à électrodes immergées. Cette réduction carbothermique de la silice produit du silicium fondu13.2.2Silicium polycristallin
Composés chimiques intermédiaires
Hydrochloration du silicium
Le trichlorosilane est synthétisé en chauffant du MG-Si en poudre à environ 300∘C dans un réacteur à lit fluidisé. C'est-à-dire que le MG-Si est converti en SiHCl3selon la réaction suivanteDistillation et décomposition du trichlorosilane
La distillation a été largement utilisée pour purifier le trichlorosilane. Le trichlorosilane, qui a un point d'ébullition bas (31,8∘C), est distillé de manière fractionnée à partir des halogénures impurs, ce qui entraîne une pureté considérablement accrue, avec une concentration en impuretés électriquement actives inférieure à 1 ppba. Le trichlorosilane de haute pureté est ensuite vaporisé, dilué avec de l'hydrogène de haute pureté et introduit dans le réacteur de dépôt. Dans le réacteur, des tiges de silicium minces appelées tiges minces supportées par des électrodes de graphite sont disponibles pour le dépôt de surface de silicium en fonction de la réactionProcédé monosilane
Dépôt de polysilicium granulaire
13.3Croissance monocristalline
Bien que diverses techniques aient été utilisées pour convertir le polysilicium en monocristaux de silicium, deux techniques ont dominé leur production pour l'électronique car elles répondent aux exigences de l'industrie des dispositifs microélectroniques. L'une est la méthode de fusion azone communément appelée lazone flottante (FZ) méthode, et l'autre est la méthode de traction traditionnellement appelée laCzochralski (CZ) méthode, bien qu'il devrait en fait être appelé leMéthode Sarcelle-Petite. Les principes de ces deux méthodes de croissance cristalline sont illustrés à la Fig.13.3. Dans la méthode FZ, la zone fondue est passée à travers une tige de polysilicium pour la convertir en un lingot monocristallin ; dans la méthode CZ, un seul cristal est développé en tirant de l'amelt contenu dans un creuset en aquartz. Dans les deux cas, lecristal de grainejoue un rôle très important dans l'obtention d'un seul cristal avec l'orientation cristallographique souhaitée.
13.3.1Méthode de la zone flottante
Remarques générales
Aperçu du processus

Se doper
Propriétés du cristal de silicium FZ
13.3.2Méthode Czochralski
Remarques générales
Aperçu du processus
Les trois étapes les plus importantes de la croissance cristalline CZ sont représentées schématiquement sur la Fig.13.3b. En principe, le processus de croissance CZ est similaire à celui de la croissance FZ : (1) fusion du polysilicium, (2) ensemencement et (3) croissance. La procédure de tirage CZ, cependant, est plus compliquée que celle de la croissance FZ et s'en distingue par l'utilisation d'un creuset en aquartz pour contenir le silicium fondu. Chiffre13.6montre une vue schématique d'un équipement de croissance cristalline CZ moderne typique. Les étapes importantes de la séquence de croissance des cristaux de silicium CZ réelle ou standard sont les suivantes :
Chiffre13.7montre la partie germe d'un cristal de silicium CZ tel que développé. Bien que le maïs graine, qui est la région de transition de la graine à la partie cylindrique, soit généralement formé pour être plutôt plat pour des raisons économiques, une forme plus effilée pourrait être souhaitable du point de vue de la qualité des cristaux. La partie épaulement et son voisinage ne doivent pas être utilisés pour la fabrication du dispositif car cette partie est considérée comme une région de transition dans de nombreux sens et elle présente des caractéristiques cristallines non homogènes dues au changement brusque des conditions de croissance.


Influence de la localisation spatiale dansaGrownCrystal
Comme la Fig.13.9représente clairement, chaque partie du cristal aCZ est cultivée à un moment différent avec des conditions de croissance différentes[13.19]. Ainsi, il est important de comprendre que chaque portion a un ensemble différent de caractéristiques cristallines et une histoire thermique différente en raison de sa position différente le long de la longueur du cristal. Par exemple, la partie semence a une histoire thermique plus longue, allant du point de fusion de 1420 à environ 400∘C dans un extracteur, tandis que la partie arrière a une histoire plus courte et est refroidie assez rapidement à partir du point de fusion. A terme, chaque plaquette de silicium préparée à partir d'une portion différente de cristal cultivé pourrait présenter des caractéristiques physico-chimiques différentes selon sa localisation dans le lingot. En fait, il a été rapporté que le comportement de précipitation de l'oxygène présente la plus grande dépendance de l'emplacement, ce qui, à son tour, affecte la génération de défauts en vrac[13.20].
13.3.3Impuretés dans le silicium de Czochralski
Impureté Inhomogénéité
Ségrégation
Stries
Dans la plupart des processus de croissance cristalline, il existe des transitoires dans les paramètres tels que la vitesse de croissance microscopique instantanée et l'épaisseur de la couche limite de diffusion qui entraînent des variations du coefficient de ségrégation effectif.keff. Ces variations donnent lieu à des inhomogénéités de composition microscopiques sous forme destriesparallèle à l'interface cristal-fusion. Les stries peuvent être facilement délimitées avec plusieurs techniques, telles que la gravure chimique préférentielle et la topographie aux rayons X. Chiffre13.10montre les stries révélées par gravure chimique dans la partie d'épaulement de la section transversale longitudinale du cristal de silicium aCZ. Le changement progressif de la forme de l'interface de croissance est également clairement observé.

Se doper
Une diffusivité élevée ou une pression de vapeur élevée conduit à une diffusion ou à une vaporisation indésirable des dopants, ce qui entraîne un fonctionnement instable du dispositif et des difficultés à obtenir un contrôle précis de la résistivité. Une solubilité trop faible limite la résistivité que l'on peut obtenir. En plus de ces critères, les propriétés chimiques (la toxicité par exemple) doivent être considérées. Une autre considération du point de vue de la croissance cristalline est que le dopant a un coefficient de ségrégation qui est proche de l'unité afin de rendre la résistivité aussi uniforme que possible de l'extrémité de germe à l'extrémité de queue du lingot de cristal CZ. Par conséquent, le phosphore (P) et le bore (B) sont les dopants donneurs et accepteurs les plus couramment utilisés pour le silicium, respectivement. Pour n+silicium, dans lequel les atomes donneurs sont fortement dopés, l'antimoine (Sb) est généralement utilisé à la place du phosphore en raison de sa plus faible diffusivité, malgré son faible coefficient de ségrégation et sa pression de vapeur élevée, qui conduisent à de grandes variations de concentration à la fois dans le sens axial et les directions radiales.Oxygène et Carbone
Comme le montrent schématiquement les Fig.13.3bande13.6, l'aquartz (SiO2) creuset et éléments chauffants en graphite sont utilisés dans la méthode de croissance cristalline CZ-Si. La surface du creuset qui entre en contact avec le silicium fondu est progressivement dissoute en raison de la réaction
13.4Nouvelles méthodes de croissance des cristaux
Les cristaux de silicium utilisés pour la fabrication de dispositifs microélectroniques doivent répondre à diverses exigences définies par les fabricants de dispositifs. En plus des exigences pour le siliciumgaufrettes, les exigences cristallographiques suivantes sont devenues plus courantes en raison de la fabrication de dispositifs microélectroniques à haut rendement et à hautes performances :
Il est clair que les fabricants de cristaux de silicium doivent non seulement répondre aux exigences ci-dessus, mais également produire ces cristaux de manière économique et avec des rendements de fabrication élevés. Les principales préoccupations des producteurs de cristaux de silicium sont la perfection cristallographique et la distribution axiale des dopants dans le silicium CZ. Afin de surmonter certains problèmes avec la méthode de croissance cristalline CZ conventionnelle, plusieurs nouvelles méthodes de croissance cristalline ont été développées.13.4.1Czochralski Growth withanAppliedMagneticField (MCZ)
13.4.2Méthode Czochralski continue (CCZ)

13.4.3Méthode de croissance sans goulot
Les références